What is intensification pressure in die casting
Intensification is a controlled increase of the metal pressure at the end of the die cast “shot” immediately following impact or “cavity full”.
What is pressure in high pressure die casting?
3.7. 3.8, molten metal is dosed into the “shot chamber” and pushed by a hydraulic ram into the die cavity at a controlled speed. The mold is filled rapidly, and a very high pressure (up to 20 MPa) is maintained during the solidification process.
What is the difference between low pressure and high pressure die casting?
Low pressure die-casting is also relatively slower than those components produced in high-pressure processes. Machine size will also limit the size of castings. On the other hand, high pressure die-casting, which is most commonly carried out in soft alloys such as zinc and aluminium.
Why does die casting require high pressure?
This pressure compresses out any gases trapped in the metal (during extremely fast and turbulent cavity filling) and feeds more metal into the mould to partially compensate for the shrinkage in the metal whilst it is solidifying.What is low pressure die casting?
Low-pressure die casting (LPDC) is a common process used in foundries today in which molten metal slowly fills the die, reducing turbulence. Automotive applications include wheels, as well as suspension, steering and engine components. … LPDC allows the achievement of castings with very good metallurgical quality.
How do you calculate casting pressure?
The calculation formula for the selection of die-casting machine: Die-casting machine clamping force (t) = 1.4 * casting projected area * ratio of the projected area of the die casting-the orthographic projected area of the die casting * modulus (CM2).
What is the maximum pressure applied in low pressure die casting?
Explanation: The maximum pressure, which can be applied in a pressure die casting is 5000 kg/cm2. For some castings, with lesser hardness, the maximum pressure limit is lesser.
What is hot chamber die casting?
Hot chamber die casting is a type of die casting that uses alloys with low melting temperatures (i.e. Zinc, some Magnesium alloys). Using alloys with high melting temperatures would result in. damage to the gooseneck, nozzle, and other components.What products are made by high pressure die casting?
Die casting is most suited to softer alloys. In the past, tin and lead were popular materials for die-cast parts, such as toy soldiers. Today, zinc, aluminum and magnesium-based alloys are most common. High-strength structural automotive and aerospace components are produced, as well as many consumer goods.
What does sprue mean in casting?In casting, a sprue is the passage through which a molten material is introduced into a mold, and the term also refers to the excess material which solidifies in the sprue passage.
Article first time published onHow do you pressure cast resin?
The entire mold structure is placed into a pressure chamber. The door or lid to the pressure chamber is closed and tightly secured. A compressor hose is then connected to an air port on the pressure chamber. The compressor is then turned on and the mold and resin are subjected to 60 psi pressure until the resin gels.
What is gravity die casting process?
What is Gravity Die Casting? Gravity Die Casting is a permanent mould casting process, where the molten metal is poured from a vessel or ladle into the mould. The mould cavity fills with no force other than gravity, filling can be controlled by tilting the die.
What is made from die casting?
In fact, die-cast parts can be found in many things; you are probably just unaware that they are made from die-cast metal. Locks and gears are common finished products. Other examples are hooks, toys, door handles, pumps, power tool housing, golf clubs and general engineering castings.
How many types of die casting are there?
The two main types of die casting processes are hot-chamber and cold-chamber die casting. Variations on these two types of die casting include: Low-pressure die casting. Vacuum die casting.
What is vacuum die casting?
Vacuum-assisted die casting is an important process capability at Kennedy Die Casting. The vacuum evacuation of the die cavity reduces gas entrapment during metal injection and decreases porosity in the casting. The result is a die casting with a higher level of quality. Vacuum systems are only a supplement.
How do you determine the tonnage of a machine?
Now you can calculate necessary tonnage based on the projected area times the clamp factor for the material used. T = A x cf. For example, the projected area of the molded part is 150 sq/in times a clamp factor of 3 (tonnage needed/square inch from material data sheet). 150 x 3 = 450 tons needed.
What is the difference between die casting and sand casting?
The biggest and most obvious difference between the die and sand casting process is the materials used to form the molds. As we reviewed above, die casting uses a metal mold, while sand casting uses a mold made out of sand.
What is hot and cold chamber die casting?
The difference between these two processes is that hot-chamber die casting heats metal inside the casting machine, whereas cold-chamber die casting involves heating metal in a separate furnace and then transferring the newly molten metal into the casting machine.
How does Hpdc work?
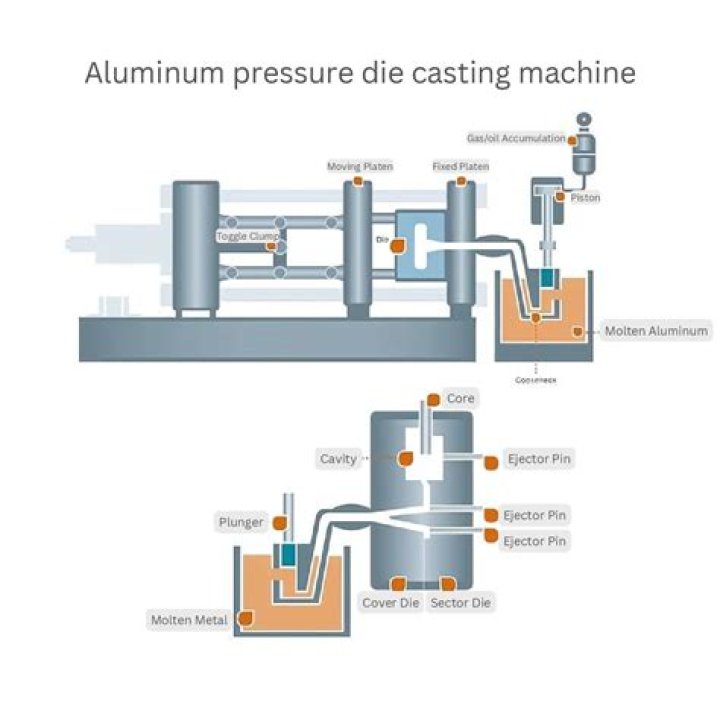
High-Pressure Die Casting (HPDC) is an extremely efficient manufacturing method for producing various product forms. The process forces molten metal at high speed, and high pressure into a closed steel die cavity. The die has a stationary and moving half, both of which are mounted to the die casting machine’s platens.
What is the typical injection pressure of hot chamber die casting machines?
Typical injection pressures for a hot chamber die casting machine are between 1000 and 5000 psi. After the molten metal has been injected into the die cavity, the plunger remains down, holding the pressure while the casting solidifies.
What is cold chamber?
Unlike the hot chamber die casting process, cold chamber solves the corrosion problem by separating the melt pot from the injector components. In the cold-chamber process, metal is transferred by ladle, manually or automatically, to the shot sleeve.
What is true centrifugal casting?
True centrifugal casting—the standard centrifugal casting method—is used to create symmetrical round hollow parts, such pipes and tubes. The process does not require the use of cores; it creates the parts through pure centrifugal force generated by continuous rotation along the horizontal or vertical axis.
What is ideal profile of a sprue?
Although the above equation indicates that the ideal sprue should have a parabolic taper, straight sided taper has been found to suffice in practice as shown in Figure (1-57). • In addition to its shape, the height of the sprue also effects its filling.
Why is sprue bush important?
Sprue Bushings Information. Sprue bushings are hardened-steel mold components that accept an extrusion nozzle and provide the opening used to transfer molten plastic to the mold cavity. … Rigidity is important since the sprue is often the point at which pickers or other industrial robots grasp molded parts for removal.
Does resin cure faster under pressure?
Resin pressure casting is the process of using a pressure chamber paired with an air compressor to help remove bubbles from resin. If you are creating goods that cannot have a single bubble, pressure casting is the most reliable method with the quickest cure time.
Does resin use pressure or vacuum?
Thus, the pressure pot is best used when your mold making or casting material cures to a solid and the vacuum chamber is used to remove air from flexible rubbers. The vacuum chamber can also de-air solid resins and epoxies, too.
How much pressure does it take to remove bubbles from resin?
Pressure casting essentially crushes the air bubbles in the resin. NOTE: Molds must be made under the same pressure or deformation may occur. We recommend setting the pressure pot at 60 psi; the closer to 100 psi, the better.
What material is gravity die casting?
Materials: Mainly aluminium alloys, but also alloys of copper, magnesium and zinc, steels and cast irons. Suitable only for fluid alloys due to the high freezing rates in the die.
What is cold chamber die casting process?
With cold-chamber die casting, metal is first heated to achieve a molten state in a separate furnace. The molten metal is then transported to the casting machine where it’s fed into the machine’s chamber. The machine uses a pressurized plunger to force the molten metal into the cavity of the mold.
How do you stop porosity in casting?
Gas porosity can be eliminated through good mould design or by introducing nitrogen into the aluminium metal before the liquid pour. HiPping can also be used to eliminate small amounts of porosity inside the casting.
What is flash in die casting?
Flash. A thin web or fin of metal on a casting which occurs at die parting, air vents, and around movable cores. This excess metal is due to the necessary working and operating clearances in a die. Gate. A thin passage for molten metal which connects the runner to the die cavity.